


Сварочный аппарат EVOSPARK EVOTIG 350 P (DC,AC/DC)
| 3–350 А | в режиме TIG |
| 20–350 А | в режиме MMA 400 В ±25%, 50/60 Гц |
| 3×40 А | авт.выключатель |
| 26 А | потребляемый ток |
| до 13,2 кВт | в режиме TIG |
| до 13,2 кВт | в режиме MMA |
| КПД | 96% |
| 93 В | на х.х. без VRD¹ |
| 12 В | на х.х. с VRD¹ |
| IP | 34 |
| Класс изоляции | H |
| Вес | 57,5 кг |
| Размер | 740 × 300 × 660 мм |
Заказать звонок
Сварочный аппарат EVOSPARK EVOTIG 350 P AC/DC

Сварочный ток 350
Модульная архитектура силовой части
Разделение программной и силовой части
Тоннельная продувка силовой части
150 кГц — такт работы системы
ПВ 100% при 40 °С
IP 34
КПД 96%
25 ячеек в ПЗУ
Печать плат в России
Запас U позволяет выносить горелку на 25 м
Блок жидкостного охлаждения
Система контроля расхода газа
Система сетевого контроля WeldWEB
Режимы управления: 2T, 4T, 4T Special
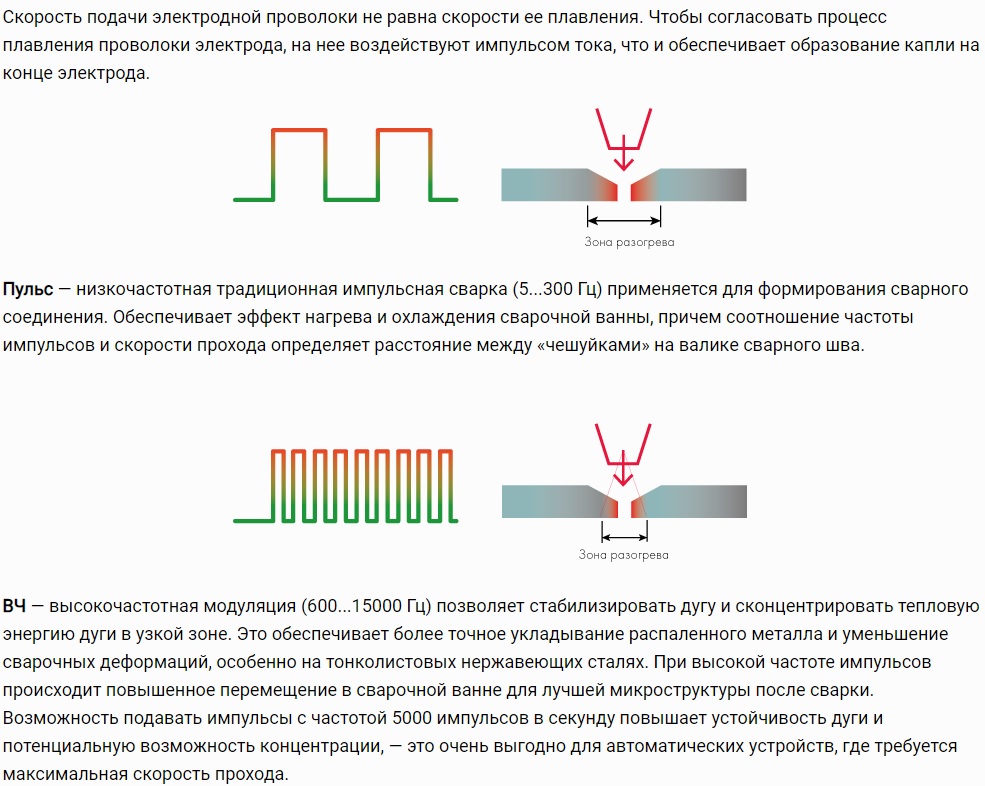
Модуляция: Пульс, ВЧ, Пульс + ВЧ
Вид шва: Nonstop, Spot, Interval
Настройки для покрытий электодов: А, Б, Ц, Р
Форма волны переменного тока: синусоида, треугольник, прямоугольник, трапеция, авторежим
Hot Start — горячий старт
Arc Force — форсаж дуги
Lift Arc — контатный поджиг дуги
HF — плавный высокочастотный поджиг
TIG AC Auto — автоматическая настройка частоты
TIG DC-
TIG DC+
TIG AC
TIG AC/DC Mix
MMA DC
MMA AC — режим для сварки металлов, склонных к магнитному дутью
MMA Pulse — режим для сварки вертикальных и вертикальных угловых швов. Преимущество: сварка на подъём без колебательных движений электродом. Сокращает время сварки примерно на треть.

Стоимость эксплуатации
Стоимость эксплуатации сварочного источника в немалой степени определяется количеством потребляемой энергии.
Источники тока EVOSPARK имеют КПД 96%, источники тока других производителей — 82...89%.
Пример расчета экономии
Допустим, сварочные работы производятся при следующих параметрах:
ток 350 А, напряжение 32 В, мощность на дуге 11,2 кВт.
Тогда:
Сварочный источник с КПД 82% потребляет 13,2 кВт.
Сварочный источник с КПД 96% потребляет 11,6 кВт.
Следовательно, при использовании источника тока EVOSPARK с КПД 96% экономия электроэнергии составляет 1,6 кВт.
Принимаем, что аппарат работает 5 часов в смену. Значит за одну смену экономия электроэнергии составит:
5 × 1,6 = 8 кВт⋅ч.
В среднем в году 250 рабочих дней или 500 смен.
Имея на производстве парк из 10 сварочных источников EVOSPARK, получаем экономию электроэнергии:
500 × 10 × 8 = 40 МВт⋅ч за год.
При стоимости 3 руб/кВт⋅ч прямая экономия составит 120 000 руб. в год.
Более того, если в цехе работают реостаты балластной нагрузки, где КПД падает до 30%, то проведя аналогичный расчет, приходим к пониманию о срочной необходимости избавляться от техники середины XX века, так как разница в потреблении электроэнергии может быть выше в 4 раза по сравнению с современными источниками тока EVOSPARK, и, соответственно, сумма экономии на электроэнергии может достигать полумиллиона рублей.

Для охлаждения рекомендуем высококачественную охлаждающую жидкость АРТИСАН
