Аппарат аргонно - дуговой сварки TRITON ALUTIG 200Р AC/DC
| Артикул | TTGAC200P |
| Входное напряжение | 220 B |
| Потребляемая мощность | 5.63 кВа |
| Допуск сетевого напряжения | 187-253 B |
| Напряжение Холостого Хода | 80 В |
| Номинальное выходное напряжение | 26.40 B |
| Входная мощность | 6.30 кВа |
| ПВ на максимальном токе | 60 % |
| Ток в режиме TIG | 10 - 200 А |
| Максимальный TIG ток при ПВ 60% | 200 А |
| Максимальный TIG ток при ПВ 100% | 160 А |
| Ток возбуждения дуги | 10 -160 А |
| Ток заварки кратера | 5 - 200 А |
| Максимальный MMA ток при ПВ 60% | 160 А |
| Максимальный MMA ток при ПВ 100% | 130 А |
| Коэффициент мощности | 0.73 |
| КПД | 60 % |
| Время предгаза | 0 - 5 сек |
| Время постгаза | 0 - 15 сек |
| Максимальная потребляемая мощность (TIG) | 5.63 кВа |
| Максимальная потребляемая мощность (MMA) | 6.60 кВа |
| Диапазон частот импульсов (Импульсный режим) | 0.2 - 200 |
| Диапазон частот переменного тока (TIG AC) | 20 - 250 |
| Баланс полярности (TIG AC) | + 40 - 40 |
| Смещение переменным током (TIG AC) | + 30 - 50 |
| Частота в режиме MIX TIG | 1 - 5 |
| Баланс постоянного тока (MIX TIG) | 20 - 80 |
| Время плавного выключения дуги | 0.1 - 15 сек |
| Габаритные размеры (Д*Ш*В) | 540X240X480 мм |
| Вес | 23.50 кг |
Заказать звонок
Универсальный инвертор аргонодуговой сварки TRITON ALUTIG 200Р AC/DC
Отличается высокой надежностью, прекрасной функциональностью и демонстрирует идеальные сварочные параметры в режиме аргонодуговой сварки. С помощью данной модели можно выполнять профессиональную сварку в нескольких режимах: DC TIG, AC TIG, MIX TIG и MMA. Благодаря этому оператор получает возможность обрабатывать алюминий (чистый и сплавы), сталь, нержавеющую сталь, медь, чугун, никель.


Описание функций
Технология Soft Switch
Применяемые современные IGBT модули в инверторе построены по технологии Soft Switch, что позволяет резко снизить тепловые потери в процессе работы и, как следствие, значительно увеличить срок службы и надежность транзисторов. В результате достигается высокая стабильность сварочного цикла, исключаются резкие скачки тока, а эксплуатационный ресурс IGBT-транзисторов увеличивается до 1,5 млн рабочих часов. За счет малых потерь на нагрев значительно возрастает КПД инвертора, и аппарат в результате менее требователен к качеству сетевого напряжения.
Настройка баланса сварочной кривой
В инверторе TRITON ALUTIG 200Р AC/DC реализована функция настройки баланса тока BALANCE %. Оператор получает возможность настраивать продолжительность отрицательного полупериода волны в каждом цикле в диапазоне от 20 до 80 %. Настройка меньшей длительности баланса % EN в отрицательном периоде позволяет получить неглубокий провар с широким сварочным соединением и околошовной зоной. При большей длительности баланса % EN достигается более глубокий провар изделия и более узкий сварочный шов с околошовной зоной. Вышеописанное преимущество станет незаменимым при выполнении ряда ремонтных работ, а также в процессе обработки листовых металлов и тонких изделий.
Настройка частоты переменного тока
Оператору доступна настройка частоты переменного тока в диапазоне от 20 до 250 Гц, благодаря чему появляется возможность регулировать ширину сварочной дуги. При сварке на высокой частоте переменного тока достигается сфокусированная и стабильная дуга, обеспечивающая глубокий аккуратный провар, что особенно важно при выполнении угловых сварочных соединений. При низкой частоте тока сварочная дуга становится шире и мягче, позволяя получить более широкий шов с зоной очистки. Данный режим станет незаменим для высококачественной наплавки металла с минимальными затратами.
Настройка баланса тока
Отличительная особенность инвертора TRITON ALUTIG 200Р AC/DC — возможность настройки отношения величины тока положительного (EP) и отрицательного (EN) полупериода волны в процентном отношении EN/EP AMPERAGE %. Для каждого полупериода волны можно выставить независимую силу тока в диапазоне от -30 до +50 %. Как результат, достигается более точный подвод тепла к электроду и к детали. Благодаря меньшей величине тока EP в положительный полупериод, чем при EN, обеспечивается более качественная и быстрая очистка поверхности изделия от окислов. При этом в отрицательный полупериод достигается более глубокий провар шва. И, наоборот, при силе тока EP выше, чем при EN, провар будет неглубоким и широким с видимой очистительной зоной. В результате сварщик получает возможность, с одной стороны, установить достаточный интервал положительного периода, что позволит эффективно разбить оксидную пленку и создать нормальную зону очистки, а с другой стороны, оптимально настраивая величину тока в положительном полупериоде, можно избежать перегрева электрода/изделия.
Форма сварочной кривой
На панели управления аппарата доступна настройка формы сигнала переменного тока. При сварке синусоидальным сигналом при переменном токе значительно снижается уровень шума, что создает дополнительный комфорт в работе. Синусоидальная кривая хорошо подходит для работы с тонким металлом. Работая с прямоугольным сигналом при переменном токе, обеспечивается безопасная сварка при максимальной нагрузке. Более энергоемкая прямоугольная форма волны обеспечивает большую величину провара. Сварка скругленной прямоугольной волной обеспечивает гладкую и пологую дугу с максимальным контролем ванны и хорошим смачивающим действием. Треугольная волна идеально подходит для сварки тонкого алюминия. Она обеспечивает эффективность пиковой токовой нагрузки при уменьшении общего подвода тепла и ограничивает подводимую теплоту и уменьшает степень деформации сварочного шва.
TIG Pulse
В режиме сварки TIG Pulse достигается высокая производительность и безупречное качество шва при обработке листовых и тонкостенных металлов. Оператор получает возможность настраивать частоту импульсов в пределах 0,2-200 Гц, а также длительность импульса. Таким образом, достигается полный контроль над сварочным процессом, что позволяет минимизировать производственные расходы и повысить качество шва.
Режим MIX TIG
Еще одно отличительное преимущество сварочного аппарата TRITON ALUTIG 200Р AC/DC – специализированный режим сварки MIX TIG. Благодаря этому режиму сварщик получает возможность быстро и легко обрабатывать цветные металлы и листовые стали. Сварка MIX TIG включает в себя цикл разбивания оксидной пленки переменным током и цикл провара постоянным током. Эти циклы чередуются друг с другом. В режиме MIX TIG доступна настройки частоты чередования циклов друг с другом. Кроме этого, можно настроить, какая часть внутри цикла будет затрачиваться на разбитие оксидной пленки, а какая часть – на провар. В результате повышается качество и скорость сварочного цикла и снижается расход материалов и время на доработку шва, если вообще таковая понадобится.
Режим Auto Settings
Специальный режим автоматической настройки для начинающих сварщиков.
В данном режиме сварщик регулирует только сварочный ток, все остальные характеристики сварочной дуги аппарат подбирает по синергетическому алгоритму.
PRE GAS/POST GAS
Наличие функции PRE GAS обеспечивает продувку зоны сварки перед возбуждением дуги. Кроме этого, функция «Продувка газом после сварки» или POST GAS гарантирует качественную кристаллизацию шва в защитной оболочке после отключения сварочной дуги. При этом доступна настройка времени предварительной и финишной продувки газом по отдельности.
2T/4T
Выбирая оптимальный режим работы горелки 4Т или 2Т, оператор получает возможность оптимизировать работу под конкретную задачу. При этом значительно снижается нагрузка на руки сварщика, вследствие чего повышается производительность, улучшается геометрия шва и появляется возможность работать в труднодоступных местах.
Заварка кратера
Возможность настройки времени и тока заварки кратера исключает разбрызгивание металла в конце цикла, а также позволяет получить аккуратный качественный шов без брака. Стоит отметить, что настройка доступна как в режиме 2Т, так и в режиме 4Т.
Режим ММА
В режиме ручной дуговой сварки MMA доступно использование электродов разного сечения. При этом величина сварочного тока при непрерывной работе (ПВ=100 %) может достигать 130 А. В инверторе TRITON ALUTIG 200Р AC/DC оператору доступна функция «Горячий старт», с помощью которой без лишних усилий можно возбудить дугу даже при работе с зашлакованными электродами. Как результат, достигается плавный розжиг дуги и снижается расход производственных материалов.
Цифровое управление
На фронтальной панели TRITON ALUTIG 200Р AC/DC в верхней части располагается информативная циклограмма с удобным регулятором и кнопками выбора функций и режимов сварки. Кроме этого, доступна запись основных сварочных режимов в память инвертора до 10 программ. Таким образом, оператору не требуется каждый раз выполнять настройку аппарата, а достаточно выбрать нужную программу из памяти. Наличие контроллера DSC, управляющего цифровым сигналом, и 64-х битного микроконтроллера MCU гарантируется точная и плавная настройка сварочного тока с шагом 1 А во всем рабочем диапазоне.
Кроме этого, более опытные сварщики смогут самостоятельно настроить каждый параметр в зависимости от поставленной задачи, марки металла, толщины изделия, условий эксплуатации и ориентации обрабатываемого металла в пространстве. В результате достигается максимальная производительность, безупречное качество сварочного соединения с минимальными затратами.
Стоит отметить, что в процессе сварки инвертор TRITON ALUTIG 200Р AC/DC демонстрирует низкий расход газа в зависимости от диаметра электрода, режима сварки, диаметра сопла и настройки системы продувки газом.
Устройство оснащено современной защитой от перегрузок и поражения оператора током. Питание от бытовых сетей на 220-240 В обеспечивает универсальность модели. Таким образом, инвертор возможно использовать везде, где есть доступ к электросети.
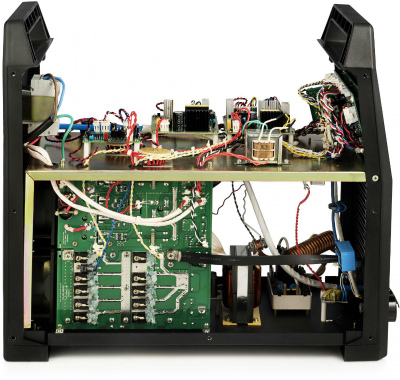
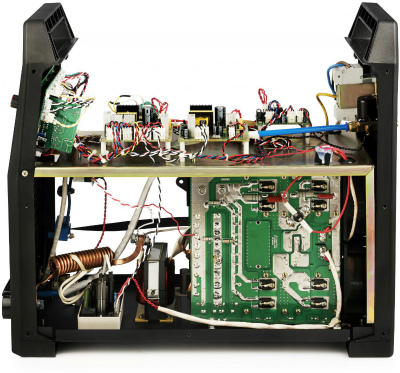
Туннельная система охлаждения
Продуманная конструкция корпуса и эффективная система охлаждения, построенная по туннельной схеме, позволяет даже в жестких условиях эксплуатации поддерживать оптимальную рабочую температуру инвертора. При этом в центральной части аппарата располагается тоннель из тепловых радиаторов, через который проходит охлаждающий воздух. Так как электронные компоненты располагаются снаружи тоннеля, то пыль и металлическая стружка в процессе работы не попадают на силовые элементы инвертора. Благодаря продуманной системе охлаждения продолжительность включения достигает 100 % (ПВ) при величине тока 160 А и 60 % при максимальной величине тока 200 А в режиме TIG-сварки.
Изоляция силовых элементов
Все платы управления и силовые платы покрыты двойным слоем специального лака. Он предохраняет электронные компоненты от короткого замыкания при конденсации влаги (например, если аппарат перемещен с холодного воздуха в теплое помещение) или от попадания металлической пыли или стружек.
Монтажные ножки силовых транзисторов покрыты термостойким силиконом, что исключает пробой и выход из строя силовой части аппарата.
Боковые стенки корпуса дополнительно покрыты диэлектриком. Таким образом, при случайном ударе крышка корпуса не закоротит силовые элементы.
Мобильность и безопасность
Для подключения силовых кабелей и регуляторов удаленного управления предусмотрены быстросъемные разъемы в нижней передней части аппарата. Клемма заземления и штуцер для газового баллона располагаются на задней стенке инвертора вместе с автоматическим выключателем и мощным вентилятором.
Ударопрочный корпус устройства выполнен из листового металла. Для удобства транспортировки предусмотрены две удобные рукоятки на верхней панели устройства. Инвертор отвечает высокому классу электробезопасности IP 23S и оснащен всеми современными защитами от перегрузки, перегрева и поражения оператора током, гарантируя безопасность в процессе работы.
Многофункциональный компактный инвертор TRITON ALUTIG 200Р AC/DC – эксперт в точной сварке алюминия.

Комплектация:
- инверторный сварочный аппарат— 1 шт.;
- универсальная горелка TIG TS 26 4м – 1 шт.;
- кабель для массы с мощным зажимом;
- кабель с электродержателем для ММА;
- ЗИП;
- газовый шланг.


Основные преимущества аппарата
режим сварки переменным током;
- информативная циклограмма с цифровым дисплеем;
- синергетический алгоритм управления SYNERGIC;
- память на 10 сварочных программ;
- питание от сети или генератора на 220 В;
- возможность удаленного управления;
- эффективная система охлаждения;
- высокая стабильность дуги;
- специальный режим MIX TIG;
- мягкое переключение Soft Switch;
- режим 2Т/4Т;
- функции PRE GAS и POST GAS;
- функция DOWN SLOPE;
- настройка EN/EP AMPERAGE %;
- настройка частоты переменного тока;
- настройка баланса BALANCE %;
- ММА-сварки
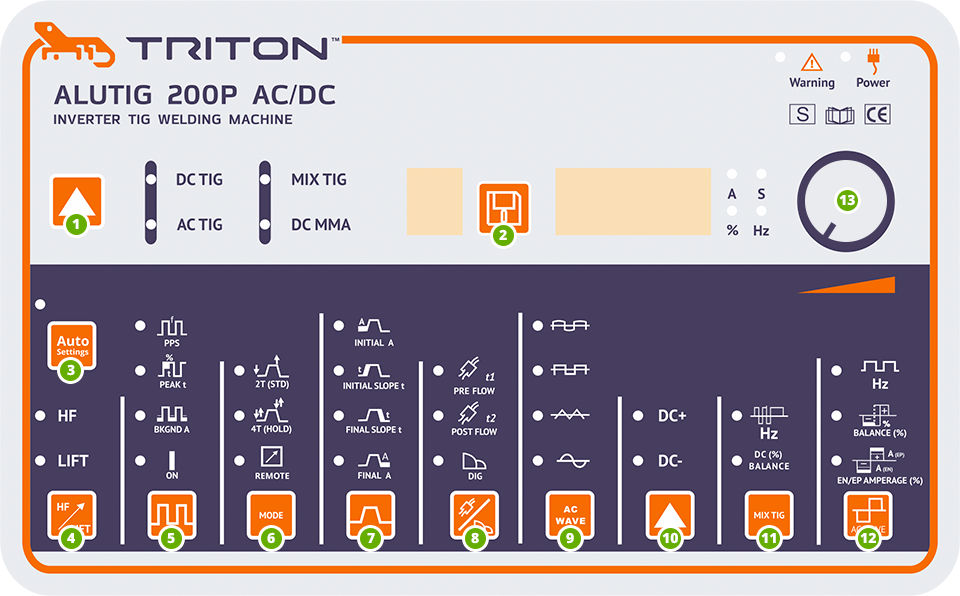
1 - Выбор процесса сварки: DC TIG/AC TIG/MIX TIG/DC MMA
2 - Сохранение настроек
3 - Режим автоматической настройки сварочных параметров
4 - Выбор поджига дуги
5 - Настройка импульса
6 - Режим сварки 2T/4T/управление педалью
7 - Настройка сварочной дуги
8 - Предгаз; Постгаз
9 - Выбор типа волны переменного тока
10 - Полярность стартового тока
11 - Настройка режима MIX TIG
12 - Система управления волной переменного тока
13 - Регулировка величины тока