


Machine torch ABIMIG SpinArc
Заказать звонок

Welding that turns up the heat!
The externally controlled ABIMIG® SpinArc® machine torch combines traditional MIG/MAG welding with the advantages of a rotating configurable wire feed. In comparison with previous methods, the arc parameters rarely – if ever – change. This provides a wide range of new possibilities with regard to production efficiency, cost optimisation and process reliability.
The principle: Rotation and configuration
The ABIMIG® SpinArc® starts the wire electrode off in a circular motion. Through the adjustable rotation speed and the broadly distributed addition of filler material, very good edge bonding is achieved with joint welding, for example, which opens up new paths in the complete welding process.
The rotation diameter (from small to large), rotation speed and the direction of rotation (clockwise and anticlockwise) can be set for exact coordination with the respective requirement. This ensures even weld penetration.
The advantages in brief:
- Weld preparation: clear reduction of weld preparation, smaller chip volume
- Welding: more efficient and faster welding, less weld volume and additives, less heat input
- Reworking: zero or reduced reworking through less thermal distortion
Where is the ABIMIG® SpinArc® used?
This unique torch with patented technology is automated and controlled externally. It is easily integrated into existing automatic and robot systems. ABIMIG® SpinArc® can be used in joint welding (e.g. in the areas of thick plate, narrow-gap and out-of-position welding) and in cladding.
Application example 1: Cladding
Industrial sectors (for example):
- Heavy fabrication, incl. conditioning and retrofitting
- Tool maintenance (for servicing work on highly-abrasively stressed metal surfaces)
- Production of customised installations with special metallurgical surfaces
Cost benefits:
- Broader weld metal application
- Reduced welding time
Quality advantages:
- Configurable, more even weld penetration – the ability to adjust the rotation diameter, direction and speed results in a more even weld penetration.
- Reduced dilution – for an improved metallurgical character of the cladding seam.
Application example 2: Joint welding
Industrial sectors (for example):
- Pressure vessel
- Energy system
- Plant construction
- Shipbuilding
- Machine construction
Cost benefits:
- Less welding seam preparation through smaller opening angle of the joint edges
- Reduced weld metal injection through reduced gap width and square butt welding respectively
- Lower ancillary costs (such as wire, gas, electricity, etc.)
- Reduced welding time through increased efficiency and part-quantities
Quality advantages:
- Improved edge formation – thanks to the optimally deflected electrode feed, lack of fusion is prevented even with smaller gap widths or butts and with less reworking.
- Lower heat input – through the reduced energy input, the heat-affected zone (HAZ) shrinks and there is less warping and structural transformation.
- Improved welding seam quality – the quality of the welds is increased through homogeneous material composition and improved weld pool control.
Application examples with polished specimens:
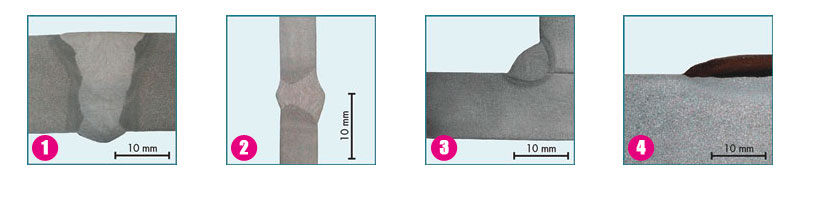
- Reduced opening angle: very good edge formation thanks to the rotating electrode
- Out-of-position: variable material feed through electrode rotation
- Fillet weld: even material feed through good surface formation
- Cladding: large surface formation through wide deflection of the wire electrode
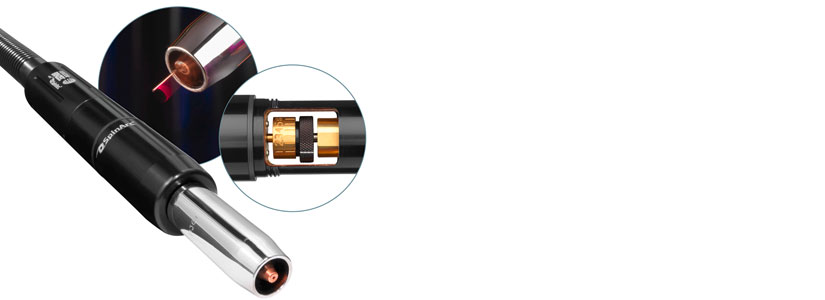
How does the ABIMIG® SpinArc® work?
ABIMIG® SpinArc® is an air-cooled 350 A machine torch that was developed to accelerate specific production processes. It is proven that this reduces weld times drastically and increases the system output.
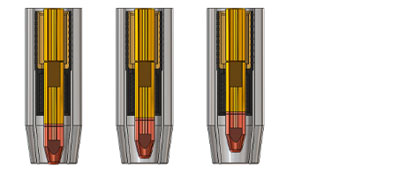
How exactly? Because the contact tip and the welding wire move at high speeds on a circular path. The welding material is applied into the component at up to 5,500 rpms. Through the centrifugal forces the additive is distributed further into the arc and forms a welding seam. The integrated contact tip extension ensures better accessibility with complex components.
Simplest low-maintenance handling: The torch system is suitable for all power sources and can be started up easily and without complication.
The well thought design of the torch enables an easy adjustment of the electrode rotation diameter. The exact rotation speed and spin direction of the wire are controlled via the digital control unit, to optimize the welding quality and performance. As the rotation of the wire is gearless, the ABIMIG® SpinArc® is extremely durable and requires very little maintenance.
Configuration possibilities and rotation diameter:
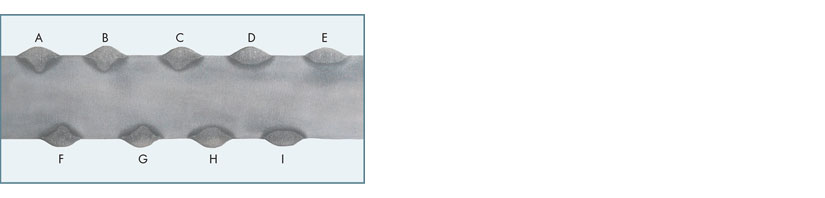
Effective rotation diameter with 25 mm of free end of wire at 1000 rpm
| Pos. | Setting scale | Rotation diameter |
| A | – |
no rotation |
| B | 1 | 0.5 – 1.5 mm |
| C | 2 | 1.5 – 2.5 mm |
| D | 3 | 2.5 – 3.5 mm |
| E | 4 | 3.5 – 4.5 mm |
| F | 5 | 4.5 – 5.5 mm |
| G | 6 | 5.5 – 6.5 mm |
| H | 7 | 6.5 – 7.5 mm |
| I | 8 | 7.5 – 8.5 mm |
 |
 |
| Rotation unit: For easy configuration of the rotational diameter in eight different steps over the setting scale. |
Contact tip holder extension: With stick-out in three different lengths for better accessibility. |
Technical data according to EN 60 974-7:
| Max. current intensity: | 350 A at 100 % duty cycle Mixed gases M21 (DIN EN ISO 14175) |
| Wire-Ø: |
0.8 – 1.6 mm |
| Max. sheet thickness: | approx. 35 mm |
| Cable assembly length: | 3, 4 and 5 m (or on request) |
Rotation parameters
| Diameter: | 1.0 – 8.0 mm at the contact tip |
| Direction: |
Clockwise and counter-clockwise |
| Speed: | 200 – 5,500 rpm |