


Сварочный аппарат EVOSPARK EVOMIG 350 (комплектации BASIC,ProFe,ProAl)
| 25–350 А | в режиме MIG/MAG |
| 20–350 А | в режиме MMA |
| 150–350 А | в режиме строжки |
| 3–350 А | в режиме TIG DC Lift 400 В ±25%, 50/60 Гц |
| 3×40 А | авт.выключатель |
| 26 А | потребляемый ток |
| до 12,2 кВт | в режиме MIG/MAG |
| до 13,2 кВт | в режиме MMA |
| до 14,2 кВт | в режиме строжки |
| до 9,3 кВт | в режиме TIG DC Lift |
| КПД | 96% |
| 93 В | на х.х. без VRD³ |
| 12 В | на х.х. с VRD³ |
| IP | 34 |
| Класс изоляции | H |
| ВЕС | 42,1 кг |
| РАЗМЕР | 740 × 300 × 460 мм |
Заказать звонок
Сварочный аппарат EVOSPARK EVOMIG 350 для работ со сварочными токами до 350 А

Функциональные особенности сварочного аппарата EVOSPARK EVOMIG 350
Функции сварочного аппарата EVOSPARK EVOMIG 350
-
Режимы управления: 2T, 4T
-
Синергетическое управление: вкл, выкл, регулировка
-
Подача проволоки: синергетически, независимо
Hot Start — горячий старт
Заварка кратера
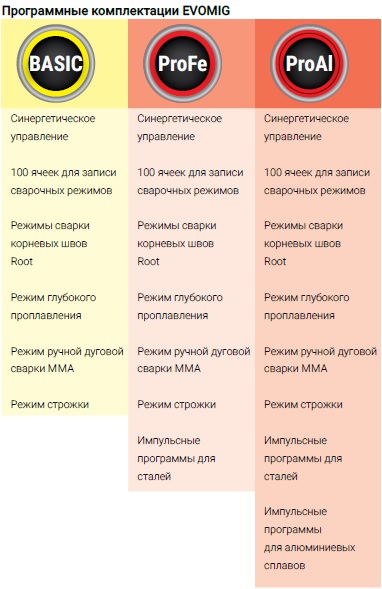
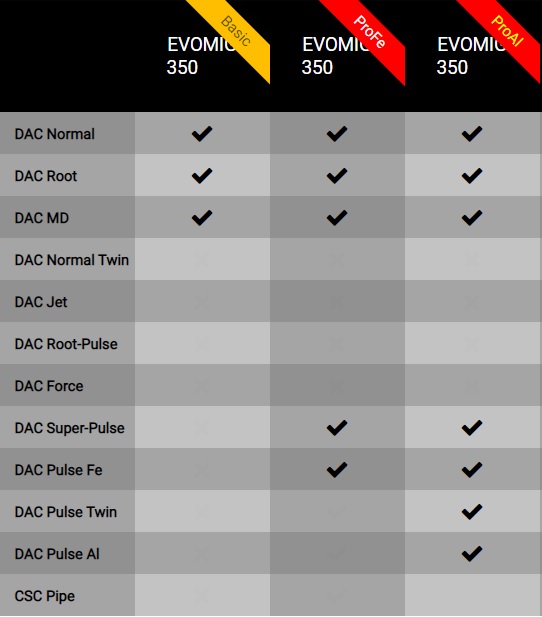
Стандартные режимы сварочного аппарата EVOSPARK EVOMIG 350
- DAC Normal — режим стандартной полуавтоматической сварки с короткими замыканиями.
- DAC Root — режим сварки короткой «холодной» дугой. Оптимален для сварки корневых швов и тонких листов металла.
- DAC MD (Direct Arc Control Modulation) — режим сварки с контролем коротких замыканий и импульсной модуляцией тока, что обеспечивает более
- высокую скорость сварки, минимальное разбрызгивание и меньшее тепловложение по сравнению с режимом DAC Normal.
- Режимы программных конфигураций ProFe и ProAl
- DAC Pulse — режим импульсной сварки. Обеспечивает качественное формирование шва без дополнительных движений рукой сварщика («ёлочкой», «полумесяцем» и др.), отсутствие брызг и высокую производительность.

Для охлаждения рекомендуем высококачественную охлаждающую жидкость АРТИСАН

Стоимость эксплуатации сварочного аппарата EVOSPARK EVOMIG 350
Стоимость эксплуатации сварочного источника в немалой степени определяется количеством потребляемой энергии.
Источники тока EVOSPARK имеют КПД 96%, источники тока других производителей — 82...89%.
Пример расчета экономии
Допустим, сварочные работы производятся при следующих параметрах:
ток 350 А, напряжение 32 В, мощность на дуге 11,2 кВт.
Тогда:
- Сварочный источник с КПД 82% потребляет 13,2 кВт.
- Сварочный источник с КПД 96% потребляет 11,6 кВт.
- Следовательно, при использовании источника тока EVOSPARK с КПД 96% экономия электроэнергии составляет 1,6 кВт.
Принимаем, что аппарат работает 5 часов в смену. Значит за одну смену экономия электроэнергии составит:
5 × 1,6 = 8 кВт⋅ч.
В среднем в году 250 рабочих дней или 500 смен.
Имея на производстве парк из 10 сварочных источников EVOSPARK, получаем экономию электроэнергии:
500 × 10 × 8 = 40 МВт⋅ч за год.
При стоимости 3 руб/кВт⋅ч прямая экономия составит 120 000 руб. в год.
Более того, если в цехе работают реостаты балластной нагрузки, где КПД падает до 30%, то проведя аналогичный расчет, приходим к пониманию о срочной необходимости избавляться от техники середины XX века, так как разница в потреблении электроэнергии может быть выше в 4 раза по сравнению с современными источниками тока EVOSPARK, и, соответственно, сумма экономии на электроэнергии может достигать полумиллиона рублей.