



Сварочный полуавтомат TRITON ALUMIG 250 SPULSE SYNERGIC 380v
| Артикул | TAMG250PS3V |
| Входное напряжение | 380 B |
| Допуск сетевого напряжения | 323-437 B |
| Напряжение Холостого Хода | 80 В |
| Входная мощность | 11.72 кВа |
| ПВ на максимальном токе | 35 % |
| Ток в режиме MIG | 10 - 250 А |
| Максимальный MIG ток при ПВ | 100%200 А |
| Ток в режиме TIG | 5 - 250 А |
| Максимальный TIG ток при ПВ | 100%200 А |
| Максимальный MMA ток при ПВ | 100%200 А |
| Вес катушки с проволокой | 15 |
| Механизм подачи проволоки | 4 ролика |
| Коэффициент мощности | 0.80 |
| КПД | 80 % |
| Скорость подачи проволоки | 0-25 м/мин |
| Диаметр проволоки (Fe, SS) | 0.8-1.2 мм |
| Диаметр aлюминиевой проволоки (AlSi, AlMg) | 0.8-1.2 мм |
| Габаритные размеры (Д*Ш*В) | 770x250x650 мм |
| Вес | 32 кг |
Заказать звонок
Малогабаритный универсальный сварочный полуавтомат TRITON ALUMIG 250 SPULSE SYNERGIC 380v позволяет выполнять сварку в режиме MIG/MAG, TIG и MMA.


Инвертор поддерживает импульсный режим сварки в режиме MIG/MAG, что позволяет сваривать алюминий (чистый и сплавы), сталь, нержавеющую сталь, медь, чугун и никель с более высоким качеством соединения, по сравнению с классической полуавтоматической сваркой. Возможность регулировать индуктивность дуги, управлять предварительной и финишной продувкой газа, режим Burn-back и 2Т/4Т позволяют добиться полного контроля над сварочным соединением и высокого качества шва. А запрограммированный Job List сокращает время настройки инвертора и определяет его как профессиональный источник для работ высокой сложности.


Описание функций TRITON ALUMIG 250 SPULSE SYNERGIC 380v
Triton Alumig 250 SPulse Synergic 380v продолжает линейку аппаратов с импульсным режимом и синергетическим управлением SPulse Synergic, хорошо зарекомендовавшую себя при сварке алюминия. Как и другие аппараты этой линейки, специализация этого аппарата - качественная сварка алюминия и других цветных металлов, покрытых защитной оксидной пленкой. В аппарате реализовано несколько дополнительных функций, дающих сварщику больший контроль над процессом и гибкость настройки: Job List, Burn Back, настройка скорости подачи проволоки, регулировка индуктивности дуги. Кроме режима MIG (и FLUX), аппарат может варить в режимах TIG и MMA.
Синергетическое управление
Синергетическое управление процессом сварки облегчает настройку аппаратов не только для новичков, но и для опытных сварщиков. Если в аппарате реализован этот режим, сварщику не нужно вводить все настройки - часть параметров аппарат подбирает автоматически. При изменении ампеража аппарат подстраивает под новые условия сварки скорость подачи присадочной проволоки и напряжение на сварочной дуге.
MIG с импульсным режимом
В импульсном режиме на базовый ток накладываются импульсы пикового тока. Режим широко применяется для MIG сварки алюминия: базовый ток чистит оксидную пленку, а пиковый - инициирует попадание капель присадочного металла в зону сварки. Капли металла формируют эстетически красивый шов. Контролируемое отделение капель обладает еще одним преимуществом - поддерживает стабильное горение дуги. Также, умеренное тепловложение импульсного режима сводит к минимуму вероятность прожога тонких заготовок и обеспечивает умеренное разбрызгивание жидкого металла.
Job List
Одна из важных функций аппарата - набор готовых программ для сварки Job List. Характеристики сварочной дуги сильно зависят от используемого газа, диаметра и марки проволоки. Заданные в Job List значения делают синергетические настройки более точными. В списке Job List хранятся готовые настройки для сварки, исходя из типа и диаметра присадочной проволоки и используемого газа. Сварщику достаточно выбрать одну из программ списка и выставить величину сварочного тока. Таблица параметров Job List доступна на корпусе аппарата и в инструкции.
Настройка индуктивности дуги
Индуктивность — это процесс в электрической цепи, который замедляет скорость нарастания тока. Возможность настройки этого параметра значительно влияет на весь сварочный процесс. Малая индуктивность полезна при работе с тонкими заготовками. Она позволяет получить прочный шов при небольшом тепловложении. Увеличив индуктивность, вы уменьшите разбрызгивание металла, получив при этом большую глубину проплавления металла, более широкую сварочную ванну и гладкий сварочный шов с ровным валиком.
TIG DC
Аргонодуговая сварка на постоянном токе применяется для сварки черных металлов (железа и сплавов на его основе). Сваривая аппаратом Triton Alumig 250 SPulse Synergic 380v в TIG режиме, вы получите возможность соединять разнородные металлы в сочетании с небольшим тепловложением, стабильное горение дуги и высокое качество шва при минимальной постобработке изделия после сварки.
Burn Back
Функция Burn Back позволяет избежать залипания присадочной проволоки в сварочной ванне. Достигается это за счет регулировки времени дожигания сварочной проволоки после остановки подачи: подача проволоки прекращается, а дуга еще горит в течение некоторого времени. Наличие режима облегчает процесс последующего розжига дуги, повышает стабильность сварочного цикла и улучшает качество сварочного шва в начале каждого цикла сварки и позволяет не тратить время сварщика на отрезание лишней проволоки, если он не использует функцию Burn Back (Отжиг проволоки).
Настройка скорости подачи проволоки до поджига дуги
Настройка скорости подачи проволоки позволяет исключить удар проволоки о заготовку в момент поджига. Сварщик получает возможность отрегулировать более плавную подачу проволоки с момента нажатия триггера на горелке и до момента возбуждения сварочной дуги.
2T / 4T режимы управления горелкой
Двухтактный режим (2Т) пригодится сварщику для работы с небольшими заготовками: ток подается в горелку только когда триггер нажат. Четырехтактный режим (4Т) нужен для более продолжительной сварки: сварщик может включить ток и отпустить триггер горелки. Процесс сварки прекратится только когда сварщик снова нажмет на триггер. Четырехтактный режим значительно снижает нагрузку на руки сварщика, что особенно важно при продолжительной работе или для выполнения сварочного непрерывного соединения длинной протяженности. Двухтактный режим идеально подойдет для точных небольших работ (угловой сварка, наплавка металла, сварка тонких листов и т.д).
MIG сварка порошковой проволокой
Сварка порошковой проволокой - это дополнительный режим MIG сварки, при котором сварка происходит без применения защитного газа. Преимущество сварки порошковой проволокой: экономичность, отсутствие необходимости приобретать баллон с газом, повышенная мобильность, возможность сварки там, где технически невозможно работать с газом (например, на улице при сильном ветре).
Сварка в режиме MMA
Для ММА сварки черных металлов с помощью аппарата Triton Alumig 250 SPulse Synergic 380v понадобятся электроды диаметром от 1.6 до 5 мм.
Система охлаждения
Все элементы аппарата надежно изолированы друг от друга, что обеспечивает надежную и бесперебойную работу системы и хорошую проходимость охлаждающего потока воздуха. В случае если температура внутри корпуса поднимется выше допустимого значения, в Triton Alumig 250 SPulse Synergic 380v автоматически активируется вентилятор. А когда температура падает, датчик дает сигнал на прекращение охлаждения. Это позволяет аппарату долго работать на максимальных токах и не перегреваться. Как следствие, в аппарат попадает меньше пыли и сам процесс становится тише. Когда аппарат перегревается, срабатывает тепловая защита и аппарат отключается, предохраняя внутренние элементы от перегрева или сгорания.
Мобильность и удобство
Для большей мобильности Triton Alumig 250 SPulse Synergic 380v установлен на тележку на колесах, что обеспечивает дополнительное удобство при транспортировке, работе и хранении аппарата. На панели управления есть дисплеи и регуляторы для удобства настройки и слежения за основными параметрами процесса сварки. Корпус из листовой стали надежно защищает внутренние элементы от повреждения. Стандартные разъемы обеспечивают надежное соединение кабелей и шлангов.
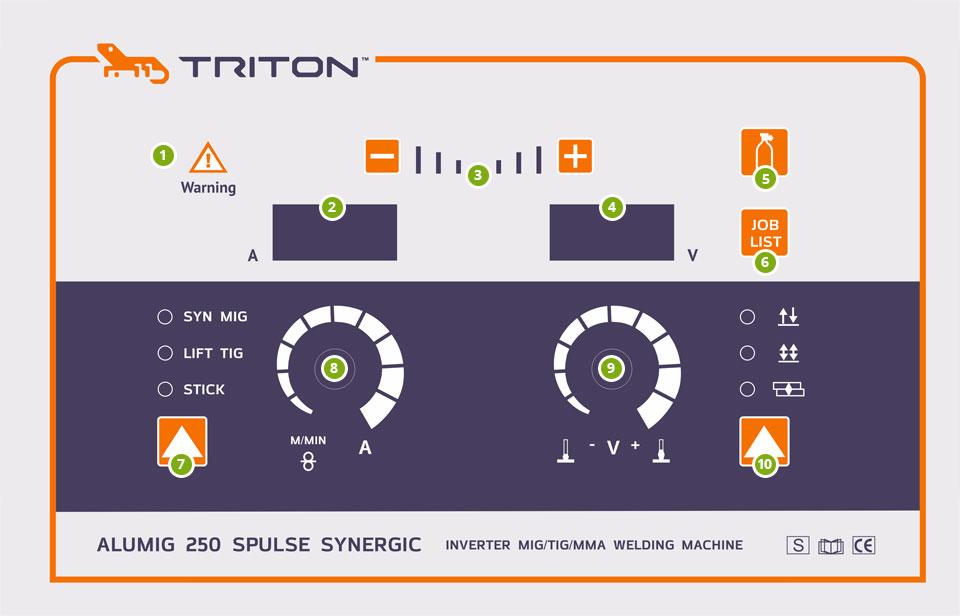
1 - Индикатор ошибки
2 - Дисплей 1: отображает силу тока
3 - Регулировка индуктивности
4 - Дисплей 2: отображает напряжение
5 - Тестовая продувка газом
6 - JOB LIST
7 - Выбор режима сварки
8 - Регулятор №1: Применяется для регулировки сварочного тока
9 - Регулятор №2: Применяется для регулировки сварочного напряжения
10 - Выбор режима горелки: 2T, 4T, Spot

Комплектация:
- инверторный сварочный аппарат на колесах - 1 шт.;
- универсальная горелка MIG/MAG MB 24 3м - 1 шт.;
- кабель питания - 1шт;
- кабель с электрододержателем для ММА - 1шт;
- кабель для массы с зажимом;
- газовый шланг - 1шт;
